
超高速激光熔覆與常規(guī)激光熔覆在煤炭液壓支架修復應用上的綜合比較
閥門應用領(lǐng)域涵蓋電力、石油、化工,、冶金、食品,、給排水等,閥門密封面長期處于復雜介質(zhì)之中,,在啟閉過程中頻繁經(jīng)受摩擦,、擠壓等作用,。其性能要求不僅耐磨而且耐腐蝕,,表面改性涂層粉末一般選用Ni基或Co基。
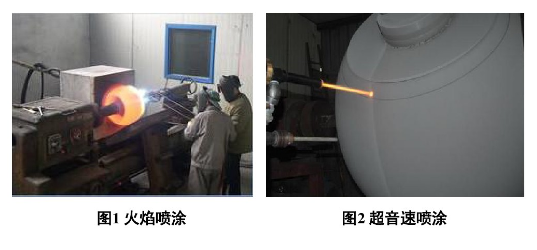
現(xiàn)有處理工藝包括:超音速噴涂,、等離子堆焊,、氧乙炔噴焊等。但基于各工藝的技術(shù)特點存在一定的工藝缺點:超音速噴涂結(jié)合強度較高,,但生產(chǎn)成本高,,噪音非常大。等離子堆焊涂層疏松,,缺陷多,、基體熱影響區(qū)大;氧乙炔噴焊雖然價格較低,,但是噴涂層與基體結(jié)合強度較低,,不能承受變載荷和沖擊載荷。
工藝類型 | 粉末噴熔 | 等離子噴熔 | 激光熔覆 |
工作其他 | 氧氣和燃料氣體 | Ar N2 H2 | 空氣 |
熱源 | 燃燒火焰 | 等離子弧 | 激光 |
送料方式 | 粉末 | 粉末 | 粉末 |
基體受熱情況 | 約1050℃ | 基體小于250℃,,不參與涂層反映 | 融化 |
結(jié)合強度和方式 | 擴散結(jié)合 | 》14.7Mpa | 冶金結(jié)合 |
稀釋率 | 0 | 0 | 《10% |
氣孔率 | 0 | 3-15 | 0 |
中科中美高速激光熔覆可應用于球閥,、閥座的表面改性中,高速激光熔敷層表面平整,,均勻致密,、缺陷少、自動化程度高,。

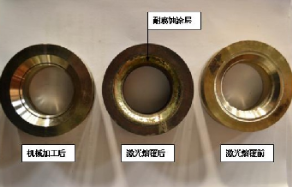
圖3中科中美高速激光熔覆球閥 圖4中科中美高速激光熔覆閥座
中科中美高速激光熔覆球閥根據(jù)不同的閥門(球閥,、蝶閥、閘閥)選用不用的工裝設(shè)計,根據(jù)后期使用的工況要求選用不同的金屬粉末(防腐,、耐磨),。高速激光熔覆球閥的主要工藝參數(shù)包括,激光功率,、搭接率,、掃描速度等,后期對于熔覆層質(zhì)量控制主要通過氣孔,、裂紋和稀釋率等參數(shù)反映,。